
|
一、课程性质
本课程是中等职业学校机械加工技术专业的基本能力训练课,是机械加工技术专业学生学习的必修课。通过讲练结合、以练为主的一体化教学方式,让学生掌握钳工所需的理论知识和基本操作技能,能独立使用钳工工具、量具和设备,进行钳工加工操作。
主要教学内容:钳工常用工量具的使用;钳工的基本操作;钳工的综合操作。
二、课程基本理念
三百六十行,各行各业对从业人员都有自己特有的职业技能要求。从业人员必须熟练掌握本行业、本岗位的职业技能,具备一定的包括职业技能在内的职业素质,才能胜任工作,把工作做好为社会作出应有的贡献。本课程标准的内容紧扣实践环节,分阶段、分层次地指导学生熟练掌握各项基本操作技能。既能满足该层次职业标准的要求,有为进一步学习打下坚实基础。
三、课程设计思路
钳工基本操作项目较多,各项技能的学习掌握又具有一定的相互依赖关系,因此课程标准设计的思路是循序渐进、由易到难、由简单到复杂,实践的同时兼顾理论知识,做到理论与实际相结合,与企业、工厂、车间的实际生产相结合,有的放矢。另外在情感态度和一般能力方面得到充分发展,包括自觉遵守纪律、有吃苦耐劳的精神等个人意志品质的培养。
四、课程目标
(一)知识目标
1.了解钳工在机械加工技术中的作用;
2.了解常用钳工工具、量具、设备的组成结构及工作原理;
3.掌握钳工常用设备的使用、维护及保养方法;
4.掌握钳工的各项基本操作要领;
5.掌握钳工操作工艺编制相关知识;
6.了解钳工加工误差产生的原因及误差消除方法;
7.熟悉钳工安全操作规程。
(二)能力目标
1.能正确使用常用钳工工具、量具、设备;
2.会划线、锯削、锉削、錾削、钻孔、螺纹加工、刮研等基本操作;
3.会简单配合件加工;
4.会正确刃磨钻头;
5.能正确编制钳工加工工艺;
6.会正确查阅有关手册、国家标准等技术资料;
7.会分析加工误差产生的原因及减少加工误差措施。
(三)素质目标
1.具有吃苦耐劳的精神;
2.具有较好的语言表达与沟通协调能力;
3.具有优良的团队合作精神;
4.具有质量意识、安全意识和环境保护意识;
5.具有耐心细致、严肃认真的工作态度;
6.具有敬业乐业的工作作风。
五、教学内容与学时分配
本课程包括钳工的基本操作、钳工的常用工量具的使用、划线、锯削、錾削、锉削、孔加工、螺纹加工等教学内容,每个教学内容、参考学时等见下表1:
|
序号 |
课程内容 |
学时数 |
||
|
总计 |
理论 |
实践 |
||
|
1 |
绪论 |
2 |
2 |
|
|
2 |
划线 |
12 |
4 |
8 |
|
3 |
锯削 |
24 |
8 |
16 |
|
4 |
錾削 |
12 |
4 |
8 |
|
5 |
锉削 |
26 |
8 |
18 |
|
6 |
钻孔、扩孔、锪孔、绞孔 |
30 |
12 |
18 |
|
7 |
攻螺纹和套螺纹 |
30 |
12 |
18 |
|
8 |
机动 |
4 |
|
4 |
|
总计 |
140 |
50 |
90 |
|
六、学习情景设计
|
序号 |
专项能力 |
训练项目 |
教学内容 |
教学要求 |
评价 |
|
1 |
钳工常用工量具的使用 |
熟悉实习 场地设备 |
钳工实习场地及相关设备认识; 钳工安全操作规程; 常用工具、量具的摆放。 |
了解钳工场地; 熟悉钳工基本安全生产知识; 掌握工、量具的摆放要求和台虎钳的使用。 |
过程评价、 作品考核。
|
|
常用工量具的使用 |
常用工具使用与维护; 常用量具的结构、测量方法与维护; 零件尺寸的检测。 |
能进行钳工工具、量具的选择; 掌握游标卡尺和千分尺等的基本结构和读数方法; 能正确检测零件尺寸。 |
|||
|
2 |
钳工的 基本操作 |
手锤制作 (参见示例一) |
划线的种类; 划线工具使用; 划线基准的选择; 划线时的找正和借料; 等分圆周的画法; 万能分度头工作原理。 |
了解划线的作用; 能正确使用划线工具进行一般的划线; 掌握正确在线条上冲眼的方法。 掌握万能分度头的使用。
|
过程评价、 作品考核。 |
|
锯削的概念及加工范围; 锯削工具; 锯削操作方法; 锯削加工方法及安全操作; 锯条崩齿原因及废品分析。 |
了解锯削的理论知识; 掌握锯条的选择方法和锯削过程中锯条安装方法; 掌握锯削操作姿势; 掌握锯削方法及锯削安全注意事项。 |
||||
|
錾削的概念与工具; 錾削操作方法; 錾削安全操作。 |
了解錾削应用范围; 掌握錾子、手锤的握法及錾削姿势; 掌握錾削方法及錾削安全注意事项。 |
||||
|
锉刀材料、种类; 平面锉削时的站立姿势和动作; 锉削质量的检测方法; 锉刀的保养和锉削时的安全操作。 |
了解锉刀材料、种类及选用; 掌握平面锉削时的站立姿势和动作要领; 掌握锉削质量的检测方法; 了解锉刀的保养和锉削时的安全注意事项。 |
||||
|
钻床安全操作规程; 孔加工刀具; 孔加工方法。 |
掌握钻床操作方法及安全操作规程; 了解钻孔加工工具; 掌握钻、扩、锪、铰孔加工方法。 |
||||
|
螺纹加工常用工具的使用; 攻螺纹和套螺纹的操作方法; 螺纹加工质量分析及预防措施。 |
熟悉螺纹加工常用工具及使用方法; 掌握螺纹加工前的工艺计算方法; 掌握攻螺纹和套螺纹的基本操作方法; 能对螺纹加工质量问题进行分析并解决。 |
||||
|
刮削研磨
|
刮削、研磨的作用; 常用刮削、研磨工具; 平面刮削、研磨的操作方法; 刮削、研磨精度的检查。 |
了解刮削、研磨的作用; 了解刮削、研磨工具,使用方法; 掌握平面刮削、研磨的方法; 了解刮削、研磨精度的检查。 |
|||
|
矫正、弯曲和铆接
|
手工矫正工具的使用; 典型工件的矫正和弯曲方法; 弯曲毛坯长度的计算; 铆接的作用、方法。 |
掌握手工矫正工具的使用; 掌握矫正和弯曲的原理及工作要点; 掌握弯曲毛坯长度的计算方法; 掌握典型工件的矫正和弯曲方法; 掌握铆接方法。 |
|||
|
3 |
钳工的 综合操作
|
综合复杂 件制作 (参见示例二、三) |
正六边形螺母制作; 锉配凹凸体; 锉配角度样板; 锉配四方体; 锉配T形体等。 |
通过综合、中等复杂工件的制作训练,进一步巩固提高学生钳工操作技能。 |
说明:教师应根据教学内容的特点和实际教学情况采取合适的教学方法,如讲授法、讨论法、案例法、演示法、现场教学法、任务驱动法、操作法等教学方法。
本课程训练项目学校可根据就业岗位特点作适当增减后进行组合。
七、课程实施建议
(一)教师要求
1.教师严格按照每一模块的任务来组织理论和实践教学。
2.教师应以学生为主体设计教学结构,营造民主和谐的教学气氛,激发学生参与教学活动,积极投入到实习中去。
3.教师在要求学生方面,应逐步完成从学校实习到按企业用人标准的转变,同时对学生进行职业道德的培养。
4教师每一模块都要做好理论、实践、考核、反馈等各项要求,记录平时成绩。
(二)训练项目设计
本课程训练项目应包括工量具的使用、划线、锯削、錾削、锉削、钻孔、扩孔、锪孔、铰孔、螺纹加工、刮削研磨、矫正、弯曲和铆接等基本操作,学校应根据产业特点和就业岗位,参照下列训练项目示例合理设计训练项目。
训练项目示例一:手锤的制作加工
加工下图所示零件,锤体毛坯尺寸为Φ30×85mm,手柄毛坯尺寸为Φ10×180mm;材料为45钢。
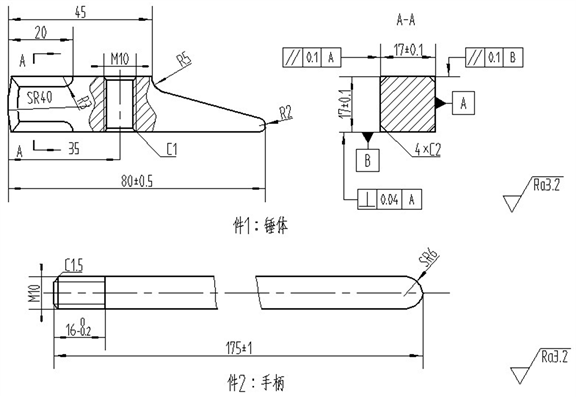
技术要求
1.各表面锉纹一致;
2.锤体各平面平面度0.1mm;
3.未注尺寸公差按GB/T1804-m;
4.圆弧面与平面连接光滑;
5.锐边倒棱C0.5。
训练项目示例二:正六边形螺母的制作加工
加工下图所示零件,毛坯尺寸为Φ30×8mm,材料为45钢。
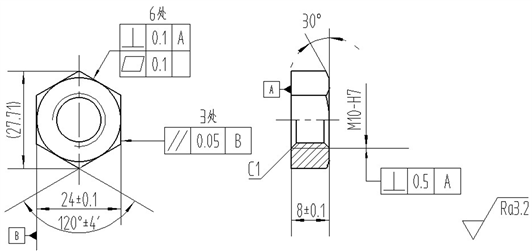
技术要求
1.未注尺寸公差按GB/T1804-m;
2.锐边倒棱C0.5;
3.螺纹牙型丰满,无偏牙、缺牙现象;
4.不准使用专用工具加工和抛光。
训练项目示例三:凹凸体锉配的制作加工
加工下图所示零件,毛坯板厚为6mm,材料为45钢。
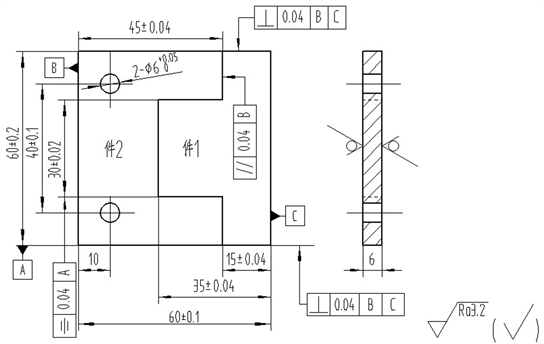
技术要求
1.未注尺寸公差按GB/T1804-m;
2.件2按件1配作,配合间隙≤0.05mm;
3.锐边倒棱C0.5;
4.不准使用专用工具加工和抛光。
(三)课程考核
本课程考核包括训练项目过程考核、综合实训作品考核和理论考核三部分。
课程考核的成绩评定方案:
|
训练项目过程考核(40%) |
综合实训作品考核(30%) |
理论考核(30%) |
总成绩 |
||||
|
项目1 |
项目2 |
项目3 |
项目N |
小计 |
|||
|
|
|
|
|
|
|
|
|
1.训练项目过程考核
对学生完成的每个训练项目,从学习纪律与学习态度(占10%)、职业素养与规范(占10%)、训练项目作品质量(占80%)两方面进行评价。训练项目过程考核评价标准可参照如下样表由各校自行制订。
训练项目过程考核评分标准(以“正六边形螺母的制作加工”项目为例)
|
序号 |
考核项目 |
考核内容 |
分值 |
评分标准 |
检测结果 |
得分 |
|
1 |
作品质量 (80分) |
24 |
5×3 |
1处超差扣5分 |
|
|
|
2 |
8 |
4 |
超差无分 |
|
|
|
|
3 |
120° |
4×6 |
1处超差扣3分 |
|
|
|
|
4 |
M10-7H |
4 |
超差无分 |
|
|
|
|
5 |
平面度0.04mm ( 6处) |
1×6 |
1处超差扣1分 |
|
|
|
|
6 |
垂直度0.04mm ( 6处) |
1×6 |
1处超差扣1分 |
|
|
|
|
7 |
平行度0.05mm(3处) |
1×3 |
1处超差扣1分 |
|
|
|
|
8 |
螺纹孔垂直度0.50mm |
3 |
超差扣1分 |
|
|
|
|
9 |
300圆弧角 |
6 |
超差无分 |
|
|
|
|
10 |
Ra3.2μm |
5 |
1处超差扣1分 |
|
|
|
|
11 |
去除毛刺,倒棱C0.5 |
4 |
1处超差扣1分 |
|
|
|
|
12 |
职业素养与操作规范 (10分) |
着装、工作态度 |
2 |
1.着装不规范扣2分; 2.工作态度不好扣3分 |
|
|
|
13 |
操作安全、规范 |
3 |
1.工量具选择、使用不当1次扣2分; 2.违反安全操作规程不得分 |
|
|
|
|
14 |
爱护工量具、设备 |
3 |
不爱惜工量具、设备1次扣3分 |
|
|
|
|
15 |
工量具摆放整齐,加工完后工作场地设备清洁 |
2 |
不符合要求扣3~5分 |
|
|
|
|
16 |
学习纪律与学习态度(10分) |
学习纪律 |
5 |
酌情扣分 |
|
|
|
17 |
学习态度 |
5 |
酌情扣分 |
|
|
|
|
总分 |
100 |
|
|
|
||
说明:考核内容各项分值扣完为止。
2.综合实训作品考核
学生完成本课程学习和相关训练项目后,对学生进行综合实训考核。综合实训考核项目应包含本课程训练项目进行科学组合设计。综合实训作品评价标准可参照训练项目考核评价办法从职业素养与规范(占20%)、作品质量(占80%)两方面进行评价。
3.理论考核
对本课程所学内容进行综合考核,考核方法为笔试。
4.教材编写建议
(1)根据本课程标准编写教材。
(2)教材体现项目引领、任务驱动设计思路。
(3)引入企业实际案例,注重技能实训。
八、其他说明
(一)本课程标准在使用过程中,要根据教学情况进行不断的完善与修订。
(二)学校应根据教学情况,制订教学计划,设计更加详细、完善的单元教学方案,教学学时可浮动10%左右。
(三)训练项目参考学时可以根据学校实际情况予以调整,以保证训练项目的正常实施。
Copyright ©2021岳阳县职业中等专业学校 卓越中等职业学校 ICP备案:湘ICP备2021007226号