
适用专业:机械加工技术专业 课程代码:0509J01 开设时间:一、二年级
学 时 数:320学时
一、课程性质
本课程是中等职业学校机械加工技术专业的岗位核心能力训练课,是机械加工技术专业学生学习的限选课。通过讲练结合、以练为主的一体化教学方式,让学生掌握车削加工相关理论知识以及基本操作与维护保养技能,能独立选择工具、量具,在普通车床上加工出合格零件。
主要教学内容:普通车床的基本操作;车工常用工量具的使用;圆柱面的车削加工;圆锥面的车削加工;螺纹面的车削加工。
二、课程基本理念
本课程主要针对中等职业学校学生,希望能够学到一技之长,毕业后找到满意工作的愿望。因此设计的主要思想围绕培养学生技能为主线展开的。车工是机电、机械专业必备的一门专业课,适合三年制中职学生使用。通过学习本课程除可使学习者达到中级车工水平。
三、课程设计思路
课程的设计主要是从当前的中职学生的实际出发、结合企业机械生产过程特点,扬长避短,实践和理论相结合,两者同时进行,打破以往的学完理论后,再去实习的规律,避免了理论和实践学习上的时间差的问题,这样的同步教学法将更有利于学生掌握知识。我们的教学思路:
1.调查行业情况,掌握企业用人标准、企业机械生产过程特点。建立培养目标。使培养出来的学生与企业迅速融合,直接胜任工厂的工作,实现学生的顺利就业。
2.实行模块化教学,目标明确,理论与实践相互结合,利于知识的掌握及灵活运用,技能的快速提高,也适应“理论扎实,技能突出”这一职业教育理念。
3. 按企业需求标准进行实习,培养具有安全文明生产、认真遵守纪律、踏实勤奋工作、有革新意识和能力的新型技术工人。
4.考核:理论考核、技能考核、企业考核、综合考核等部分组成。
四、课程目标
(一)知识目标
1.掌握车床安全操作规程;
2.熟悉车床的主要结构、传动系统、日常调整和维护保养方法;
3.掌握车床的操作方法、加工工艺范围;
4.掌握车削刀具类型、材料及选用原则;
5.掌握切削用量和切削液的选用原则;
6.掌握常用的工量具的使用和保养方法;
7.掌握零件车削加工工艺编制方法;
8.掌握工件定位、夹紧的基本原理和方法
9.了解车削加工新工艺、新技术以及提高产品质量和劳动生产率的途径。
(二)能力目标
1.能正确识读车削零件图样;
2.能正确使用车削加工中常用的工量具;
3.会规范操作车床和砂轮机;
4.会正确刃磨车削用的刀具;
5.会正确编写零件的车削加工工艺;
6.能正确查阅有关的技术手册和资料;
7.会按图样要求完成中等复杂的轴、套类零件加工;
8.能对零件加工废品产生的原因进行分析及防止;
9.能对车床、工量具进行日常维护与保养。
(三)素质目标
1.具有吃苦耐劳的精神;
2.具有较好的语言表达与沟通协调能力;
3.具有优良的团队合作精神;
4.具有质量意识、安全意识和环境保护意识;
5.具有耐心细致、严肃认真的工作态度;
6.具有敬业乐业的工作作风。
五、教学内容与学时分配
本课程包括普通车床的基本操作、车工常用工量具的使用、圆柱面的车削加工、圆锥面的车削加工、螺纹面的车削加工等五个教学内容,每个教学内容、参考学时等见下表1:
|
序号 |
教学内容 |
学时数 |
||
|
总计 |
理论 |
实践 |
||
|
1 |
普通车床 的基本操作 |
30 |
15 |
15 |
|
2 |
车工常用工量具的使用 |
30 |
20 |
10 |
|
3 |
圆柱面的车削加工 |
50 |
15 |
35 |
|
4 |
圆锥面的车削加工 |
150 |
20 |
130 |
|
5 |
螺纹面的车削加工 |
150 |
25 |
125 |
|
6 |
机动 |
10 |
5 |
5 |
|
总计 |
420 |
100 |
320 |
|
六、学习情境设计
|
序号 |
专项能力 |
训练项目 |
教学内容 |
教学要求 |
评价 |
|
1 |
普通车床 的基本操作 |
熟悉车床 基本操作 |
安全文明生产的规章制度; 车床安全操作规程。 |
了解安全文明生产要求; 掌握车床安全操作规程。 |
过程评价、 作品考核。 |
|
车削加工的工艺范围; 车床的型号、组成、传动系统; 车床基本操作方法。 |
掌握车床加工工艺范围; 熟悉车床的型号、组成及其作用、传动系统; 掌握车床正确操作方法。 |
||||
|
2 |
车工常用工量具的使用 |
工量具 使用 |
车刀的几何参数; 车刀刃磨练习; 砂轮机的操作及安全操作规程。 |
掌握车刀主要几何参数的选择和刃磨方法; 熟悉砂轮机的安全操作。 |
过程评价、 作品考核。 |
|
常用量具的读数原理和使用方法; 量具维护与保养; 车削工具的使用和维护。 |
了解量具的结构、各部分名称、读数原理; 会正确使用工量具; 能正确维护与保养工量具。 |
||||
|
三爪、四爪卡盘的结构及安装方法; 工件在卡盘上的装夹要点。 |
掌握三爪、四爪卡盘安装方法; 掌握在卡盘上装夹工件的方法。 |
||||
|
3 |
圆柱面的车削加工 |
外圆柱面 车削 (参见示例一)
|
车刀主要几何参数的选择和刃磨方法; 刃磨450 、900 等车刀; 砂轮机砂轮修磨。 |
了解常用车刀的种类、材料和性能; 掌握车刀主要几何参数的选择和刃磨。 |
过程评价、 作品考核。 |
|
车削外圆、端面方法; 刻度盘的原理及应用; 粗车和精车外圆、端面; 外圆、端面尺寸检测。 |
掌握手动进给移动床鞍、中滑板、小滑板来车削外圆和端面的方法; 掌握外圆、端面尺寸检测方法。 |
||||
|
外沟槽的种类和作用; 车槽刀几何参数的合理选择; 外沟槽、切断车削; 外沟槽尺寸检测。 |
掌握车槽刀的装夹要求; 掌握外沟槽及切断车削与尺寸检测方法; 了解车外沟槽及切断时可能产生的质量问题和防止方法。 |
||||
|
内圆柱面 车削 (参见示例二、五、六) |
麻花钻的组成、种类和选用; 麻花钻工作部分的几何形状; 内孔车刀的种类、几何参数; 刃磨麻花钻、内孔车刀。 |
了解麻花钻的几何形状; 掌握麻花钻角度检查方法; 熟悉麻花钻、内孔车刀的几何参数选择; 掌握麻花钻、内孔车刀的刃磨方法。 |
|||
|
钻孔、扩孔切削用量的选择; 扩孔刀具的刃磨方法; 钻孔和扩孔加工。 |
掌握钻孔和扩孔切削用量的选择和切削液的使用; 掌握钻孔和扩孔方法; 了解钻孔和扩孔时容易产生的质量问题和预防措施。 |
||||
|
通孔、盲孔和台阶孔的技术要求; 塞规、百分表的使用方法; 车削通孔、盲孔和台阶孔; 内孔尺寸的检测。 |
掌握车削通孔、盲孔和台阶孔的方法; 掌握内孔的尺寸检测。 |
||||
|
铰刀的结构、组成; 铰刀的选择、装夹; 铰削的方法及注意事项; 铰削质量检测。 |
掌握铰孔的方法; 掌握铰削质量检测方法; 能分析铰孔时产生质量问题的原因并掌握其防止方法。 |
||||
|
内沟槽的类型、结构、作用; 内沟槽车刀的几何参数; 内沟槽车削与检测。 |
掌握内沟槽车刀几何参数的选择和刃磨; 掌握内沟槽加工方法; 熟悉内沟槽检测方法。 |
||||
|
4
|
圆锥面的车削加工 |
外圆锥面 车削 (参见示例三) |
圆锥的术语、定义和参数计算; 万能角度尺的读数方法; 转动小滑板加工外圆锥面; 移动床鞍加工外圆锥面; 用万能角度尺对圆锥面检测。 |
会根据工件的锥度计算小滑板的旋转角度; 掌握移动床鞍法控制圆锥尺寸的方法; 掌握外圆锥面的车削操作方法; 熟悉外圆锥面检测方法。 |
|
|
内圆锥面车削
|
内圆锥面的技术要求; 圆锥塞规的使用要求; 转动小滑板法加工内圆锥面。 |
熟悉内圆锥面车削时切削用量的合理选择; 掌握转动小滑板法加工内圆锥面方法。 |
|||
|
5 |
螺纹面的车削加工 |
普通 外螺纹 车削 (参见示例四、五) |
外螺纹相关尺寸计算方法; 外螺纹的技术要求; 车削外螺纹时车床传动系统调整; 螺纹车刀的安装; 外螺纹的车削与检测。 |
了解外螺纹车刀角度对螺纹加工的影响; 掌握外螺纹车刀几何参数的选择和刃磨; 掌握车床传动系统的调整; 掌握外螺纹车削及检测方法。 |
|
|
普通 内螺纹 车削 (参见示例六) |
内螺纹相关尺寸计算方法; 内螺纹车削; 内螺纹检测。 |
熟悉内螺纹相关尺寸计算方法; 了解内螺纹车刀角度对螺纹加工的影响; 掌握内螺纹车刀几何参数的选择和刃磨; 掌握内螺纹车削和检测方法。 |
说明:教师应根据教学内容的特点和实际教学情况采取合适的教学方法,如讲授法、讨论法、案例法、演示法、现场教学法、任务驱动法、操作法等教学方法。
本课程训练项目学校可根据就业岗位特点作适当增减后进行组合。
七、课程实施建议
(一)教师要求
1.教师严格按照每一模块的任务来组织理论和实践教学。
2.教师应以学生为主体设计教学结构,营造民主和谐的教学气氛,激发学生参与教学活动,积极投入到实习中去。
3.教师在要求学生方面,应逐步完成从学校实习到按企业用人标准的转变,同时对学生进行职业道德的培养。
4.教师每一模块都要做好理论、实践、考核、反馈等各项要求,记录平时成绩。
(二)训练项目设计
本课程训练项目应包括车刀和麻花钻刃磨、工量具使用、三爪(四爪)卡盘安装、外圆车削、端面车削、外沟槽车削、切断、钻孔、扩孔、铰孔、车通孔、车盲孔、车台阶孔、外锥面车削、外螺纹车削等基本操作,学校应根据产业特点和就业岗位,参照下列训练项目示例合理设计训练项目。
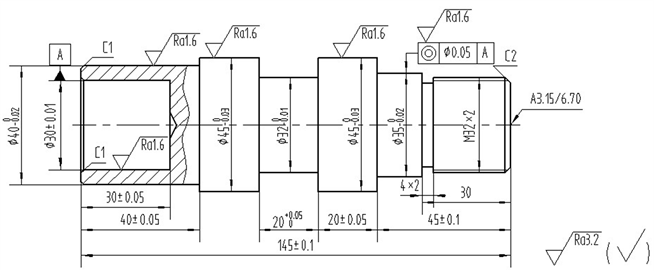
训练项目示例一:轴零件车削加工
加工下图所示零件,毛坯尺寸为Φ40x110mm,材料为45钢。
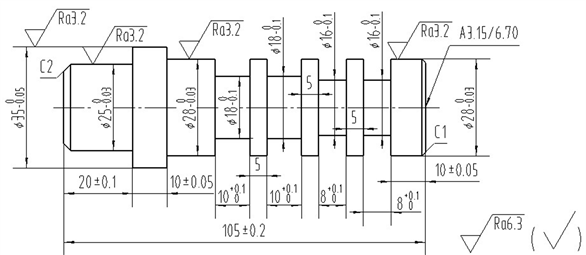
技术要求
1.未注尺寸公差按GB/T1804-m;
2.锐边倒棱C0.5;
3.不允许使用锉刀、砂布等修饰表面。
训练项目示例二:套零件车削加工
加工下图所示零件,毛坯尺寸为Φ60x105mm,材料为45钢。
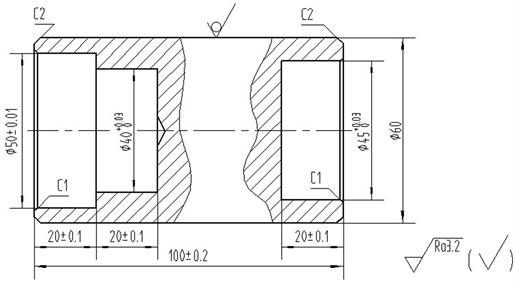
技术要求
1.锐边倒棱C0.5;
2.不允许使用锉刀、砂布等修饰表面。
训练项目示例三:锥体的车削加工
加工下图所示零件,毛坯尺寸为Φ40x150mm,材料为45钢。
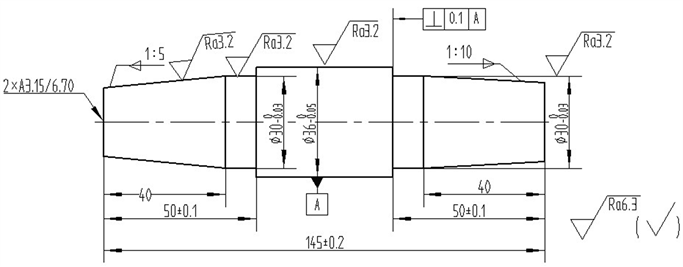
技术要求
1.未注尺寸公差按GB/T1804-m;
2.锐边倒棱C0.5;
3.不允许使用锉刀、砂布等修饰表面。
训练项目示例四:螺纹的车削加工
加工下图所示零件,毛坯尺寸为Φ50x150mm,材料为45钢。
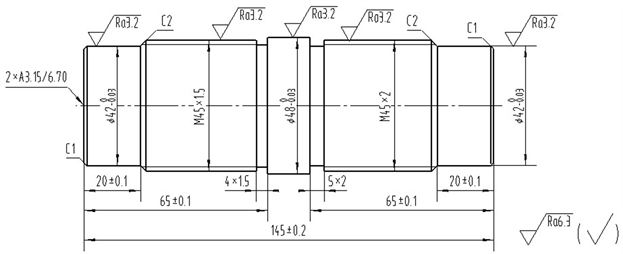
技术要求
1.锐边倒棱C0.5;
2.不允许使用锉刀、砂布等修饰表面。
训练项目示例五:综合件的车削加工
加工下图所示零件,毛坯尺寸为Φ50x150mm,材料为45钢。
技术要求
1.锐边倒棱C0.5;
2.不允许使用锉刀、砂布等修饰表面。
训练项目示例六:内沟槽、内螺纹的车削加工(选修)
加工下图所示零件,毛坯尺寸为Φ55x105mm,材料为45钢。
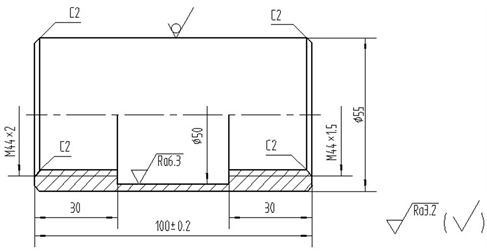
技术要求
1.未注尺寸公差按GB/T1804-m;
2.锐边倒棱C0.5;
3.不允许使用锉刀、砂布等修饰表面。
(三)课程考核
本课程考核包括训练项目过程考核、综合实训作品考核和理论考核三部分。
课程考核的成绩评定方案:
|
训练项目过程考核(40%) |
综合实训作品考核(30%) |
理论考核(30%) |
总成绩 |
||||
|
项目1 |
项目2 |
项目3 |
项目N |
小计 |
|||
|
|
|
|
|
|
|
|
|
1.训练项目过程考核
对学生完成的每个训练项目,从学习纪律与学习态度(10%)、职业素养与规范(占10%)、训练项目作品质量(占80%)两方面进行评价。项目训练过程考核评价标准可参照如下样表由学校自行制订。
训练项目过程考核评分标准(以“轴零件车削加工”训练项目为例)
|
序号 |
考核项目 |
考核内容 |
分值 |
评分标准 |
检测结果 |
得分 |
|
1 |
作品质量 (80分) |
|
4 |
超0.01扣2分 |
|
|
|
2 |
|
4 |
超0.01扣2分 |
|
|
|
|
3 |
|
4 |
超0.01扣2分 |
|
|
|
|
4 |
|
4x2 |
超0.01扣2分 |
|
|
|
|
5 |
|
4x2 |
超0.01扣2分 |
|
|
|
|
6 |
外圆Ra3.2μm(3处) |
4x3 |
降一级扣3分 |
|
|
|
|
7 |
105
|
3 |
超差不得分 |
|
|
|
|
8 |
20
|
3 |
超差不得分 |
|
|
|
|
9 |
10
|
3x2 |
超差不得分 |
|
|
|
|
10 |
|
3x2 |
超差不得分 |
|
|
|
|
11 |
|
3x2 |
超差不得分 |
|
|
|
|
12 |
倒角(2处) |
3x2 |
不合格不得分 |
|
|
|
|
13 |
平端面(2处) |
3x2 |
不合格不得分 |
|
|
|
|
14 |
沟槽清角去锐边(4处) |
1x4 |
不合格不得分 |
|
|
|
|
15 |
职业素养与操作规范 (10分) |
加工工艺方案 |
3 |
不合理每处扣1分 |
|
|
|
16 |
工量具、设备使用 |
2 |
不熟练酌情扣分 |
|
|
|
|
17 |
安全、规范操作 |
3 |
酌情扣分 |
|
|
|
|
18 |
爱护工量具、设备,工位清洁 |
2 |
酌情扣分 |
|
|
|
|
19 |
学习纪律与学习态度(10分) |
学习纪律 |
5 |
酌情扣分 |
|
|
|
20 |
学习态度 |
5 |
酌情扣分 |
|
|
|
|
总分 |
100 |
|
|
|
||
说明:考核内容各项分值扣完为止。
2.综合实训作品考核
学生完成本课程学习和相关训练项目后,对学生进行综合实训考核。综合实训考核项目应包含本课程训练项目进行科学组合设计。综合实训作品评价标准可参照训练项目考核评价办法从职业素养与规范(占20%)、作品质量(占80%)两方面进行评价。
3.理论考核
对本课程所学内容进行综合考核,考核方法为笔试。
4.教材编写建议
(1)根据本课程标准编写教材。
(2)教材体现项目引领、任务驱动设计思路。
(3)引入企业实际案例,注重技能实训。
八、其他说明
(一)本课程标准在使用过程中,要根据教学情况进行不断的完善与修订。
(二)学校应根据教学情况,制订教学计划,设计更加详细、完善的单元教学方案,教学学时可浮动10%左右。
(三)训练项目参考学时可以根据学校实际情况予以调整,以保证项目训练的正常实施。
Copyright ©2021岳阳县职业中等专业学校 卓越中等职业学校 ICP备案:湘ICP备2021007226号